[VIP第1年] 指数:3
[VIP第1年] 指数:3
在包装加工厂中,会用到包装机,能够快速的为产品进行打包工作。如今的产品不但注重质量,也注重外包装。包装机可以用在流水线上,提高产品的包装速度和质量。不过,当包装机使用久了之后,就会出现电磁功率下降的情况。包装机的电磁吸力关系着整体的速度和打包的质量。造成包装机电磁吸合力下降的原因有许多。其中多半是因为主机的内部故障,或者是线路中断了等等。无论是什么原因,用户们需要做到事前,就是先检查到底是什么原因。其次在进行接下来的维修工作。用户可以先从包装机的主机内部开始检查,查看它是不是因为内部故障导致的。然后再去检查电磁铁的保险管,查看它的通电情况。如果电磁铁保险管已经不通电了,说明电磁铁的线圈可能被烧断了,为此用户需要重新更换线圈。用户如果检查出来都是正常的,再进行内部电源的检查。若是发现内部电源不能够正常供电,或者是时好时坏,建议观察它的线路。线路中断也是导致包装机电磁吸合力下降的原因,用户需要重新更换线路。多列包装机包装速度快,满足大规模生产需求。上海多列式包装机推荐

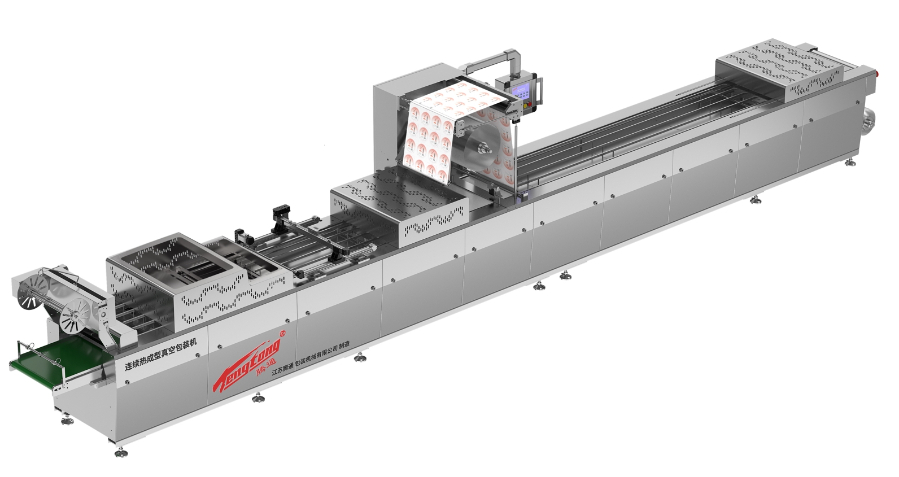
追踪系统是多列包装机的控制重要部分,采用正反向双向追踪,进一步提高了追踪精度。机器运行后,薄膜标记传感器不断的在检测薄膜标记(色标),同时机械部分的追踪微动开关检测机械的位置,上述两种信号送至PLC,经程序运算后,由PLC的输出Y6(正追)、Y12(反追)控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生。由于采用了变频调速,大幅减少了链条传动,提高了机器运转的稳定性和可靠性,降低了机器运转的噪音。保证了该多列包装机高效、低损耗、自动检测等多功能、全自动的高技术水平。使其既有美丽时尚的外表,又有健康机敏的头脑。食品多列包装机所用传动系统虽然应用功能比较简单,但对传动的动态性能有较高的要求,系统要求较快的动态跟随性能和高稳速精度。因此必须考虑变频器的动态技术指标,选用高性能变频器才能满足要求。南通大型多列包装机价格多列包装机采用可靠传动系统,运行平稳。

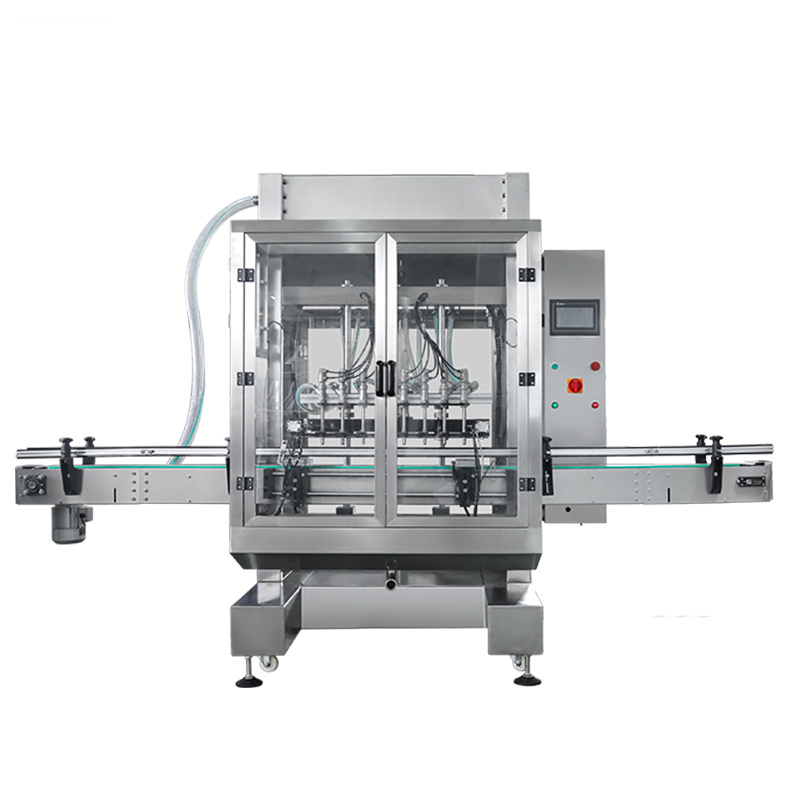
包装机操作步骤:1、接通电源:根据需要拨动电源选择开关,即电源指示灯亮.电源选择开关指向真空为真空封口,指向真空充气为真空充气封口。2、将装有物品的塑料袋置放真空室内.袋口整齐地摆在热封条上(如作充气包装至少应有一只喷咀插入袋口内)。3、压下机盖,面板上抽气(真空)指示灯亮.真空泵开始抽气,机盖即被自动吸住,抽真空旋钮可根据包装要求调节真空度高低,调节时,视刻度由低至高,幅度要小。4、当抽气达到设定的时间(即所要求的真空度)时,即抽气结束,抽气指示灯熄灭,充气指示灯亮,以示充气开始.充气旋钮可调节充气时间长短(即充气量多少),方法同上.如不需要充气.将电源开关拨到真空位置,程序自动进人真空包装,充气指示灯熄灭。
多列包装机故障解决:电磁铁不吸合,造成这种故障的原因多半是主机内部故障、电磁铁线圈烧断、线路中断等各方面的原因,解决的方法为:首先检查是主机内部还是外部出了问题;其次查看电磁铁保险管,查看电磁铁是否有通电迹象,排除机械卡阻,在一切都正常的情况下检测内部电源;在称重多列包装机中常遇到的是造成这种故障的原因是:传感器损坏,供桥电压故障,线路接法或中断有误,排除的方法为:检测传感器及连线或主机的荷重信号,近而检测供桥和放大电路或计算机输出显示电路,有时也会出现系统稳定性不好造成袋装量不稳定解决这个问题可试探线路是否故障。多列包装机包装过程可进行喷码标识。

包装机维护保养:连续工作2-3个月应打开后盖30对滑动部位及开关碰块加润滑油,对加热棒上的各连接活动处应视使用情况加油润滑。对减压、过滤、油雾三联件24要经常检查,确保油雾、油杯内有油(缝纫机油),过滤杯内无水。加热条、硅胶条上要保持清洁,不得粘有异物,以免影响封口质量。加热棒上,加热片下的二层粘膏起绝缘作用,当有破损时应及时更换,以免短路。用户自备工作气源和充气气源,真空包装机工作压力已设定为0.3MPa,比较合适,无特殊情况不要调节过大。真空包装机在搬运过程中不允许倾斜放置和撞击,更不能放倒搬运。真空包装机在安装时必须有可靠接地装置。严禁将手放入加热棒下,以防受伤,遇紧急情况立即切断电源。工作时先通气后通电,停机时先断电后断气。多列包装机包装过程噪音低,工作环境好。南通大型多列包装机价格
多列包装机可根据产品特性选包装材料。上海多列式包装机推荐
粉末吨位袋包装机主要用于物料的大型袋包装作业。该设备自动化程度高,可自动实现装袋、夹袋、送料、称重、落袋等一系列过程。结构简单,操作方便。只需要一个人来完成设备的操作,从而为企业提供设备支持,减少人力资源的占用。同时,粉末多列吨袋包装机具有环保功能。其出料口与包装袋直接相连,基本实现了物料的无尘包装,有效避免了物料与劳动力的直接接触,使企业生产更加安全。粉末多列吨袋包装机的出现是为了解决需要大型袋包装的企业包装困难的问题。自动计量、自动校准、自动调色袋包装机。全自动化的生产模式,准确的操作,统一的定量包装,节省了大量的劳动力,多列吨袋包装机发展到现在,除了产品的明显优势,有技术创新,并不断吸收新技术和新技术,以应用他们所学来提高产品质量。从综合市场需求来看,吨包机的需求在不断增加。除了生产质量更高的设备,我们还应始终关注市场需求动态和客户期望,提高创新能力,引导行业发展。上海多列式包装机推荐
文章来源地址: http://jxjxysb.yinshuajgsb.chanpin818.com/bzsb/dgnbzj/deta_27151027.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。